Utilisation des capteurs dans les imprimantes 3D
Les capteurs de force ont révolutionné le monde de l'impression 3D et de l'automatisation de la fabrication additive, en apportant de nouveaux niveaux de précision, de fiabilité et de contrôle au processus d'impression. Ces capteurs sont de petits appareils fiables capables de mesurer la force et de la convertir en un signal électrique. Ce signal électrique peut ensuite être utilisé par un système de contrôle automatisé de l'impression 3D afin de surveiller et de réguler divers aspects du processus d'impression, tels que le faux-rond du filament, la mesure de la pression de l'extrudeuse, la mesure de la force d'application de la buse, la mise à niveau du lit et la mesure du poids de la chambre de construction.
Lorsque vous vous associez à nous pour trouver une solution de capteur optimale pour votre application d'impression 3D, l'équipe commerciale travaillera en étroite collaboration avec votre équipe de conception technique pour guider votre processus de sélection de capteur et vous aider à spécifier le capteur idéal en termes de géométrie, de plage de mesure et d'exigences d'assemblage. Si votre application nécessite une solution personnalisée, notre équipe excelle dans le développement de capteurs OEM. Nos équipes d'ingénieurs pluridisciplinaires, nos centres d'usinage de haute précision, nos systèmes d'assurance qualité de pointe et nos installations de R&D et de fabrication sont parfaitement équipés pour relever les défis les plus complexes.
Fonctionnement:
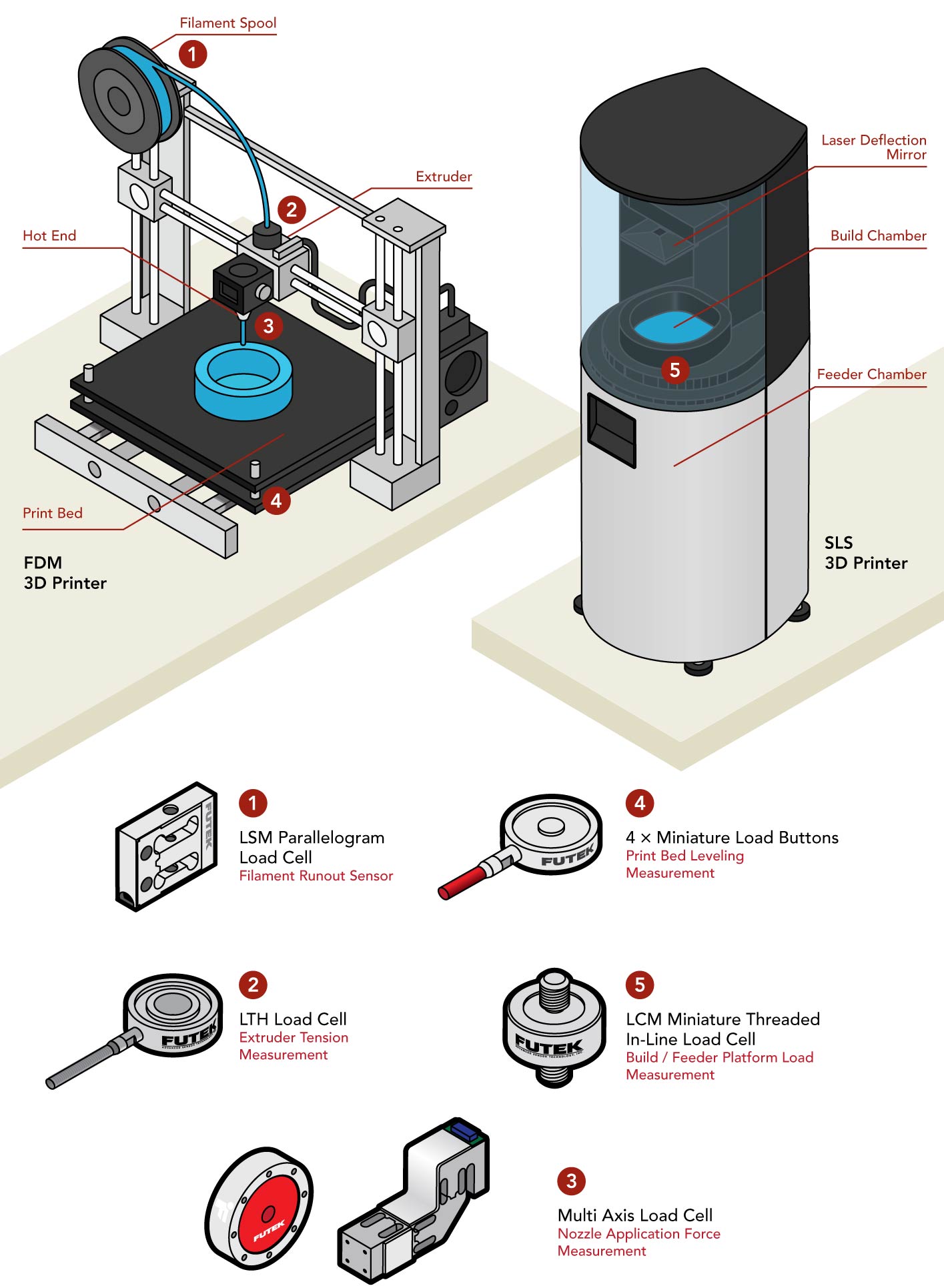
- Capteur de faux-rond de filament : Dans les imprimantes 3D industrielles, il est essentiel de garantir la continuité du processus d'impression. Lorsque l'impression commence, les opérateurs doivent s'assurer qu'il y a suffisamment de filament ou d'autres matières premières pour terminer le processus d'impression, faute de quoi la qualité du produit final sera compromise.
L'utilisation de capteurs à jauges de contrainte comme capteurs de faux-rond de filament (ou capteur de faux-rond de filament d'imprimante 3D, échelle de filament d'imprimante 3D) présente plusieurs avantages pour l'impression 3D FDM. Tout d'abord, elle permet d'éviter les échecs d'impression, qui peuvent être dus à un manque de filament ou à un bourrage de filament. Deuxièmement, il réduit la nécessité d'une intervention manuelle, car le capteur à cellule de charge peut être intégré au système de contrôle de l'imprimante afin d'interrompre automatiquement l'impression lorsque le filament est épuisé. - Mesure de la tension de l'extrudeuse : La tension de l'extrudeuse dans l'impression 3D est le degré de serrage ou de relâchement de l'engrenage de l'extrudeuse sur le filament. Si la tension (ou pression) de l'extrudeuse de l'imprimante 3D est trop élevée, le filament sera "mâché" par l'extrudeuse et la qualité de l'impression peut en être affectée, car le filament ne pourra pas s'écouler correctement par l'extrémité chaude. Si la pression de l'extrudeuse est trop faible, le filament peut ne pas être introduit correctement dans l'extrémité chaude, ce qui provoque des bourrages ou une sous-extrusion.
Les cellules de charge peuvent être utilisées pour surveiller la pression de l'extrudeuse sur les imprimantes 3D à modélisation par dépôt de matière fondue (FDM) en étant intégrées dans l'assemblage de tension du ressort à l'intérieur de l'extrudeuse, où le filament est poussé par un engrenage d'entraînement dans l'extrémité chaude. Les informations en temps réel sur la force d'extrusion de l'imprimante 3D peuvent être utilisées par le système de contrôle de l'imprimante 3D pour ajuster la tension du ressort en temps réel. - Mesure de la force appliquée à la buse : Un capteur de force multiaxe installé dans la buse de l'imprimante 3D, afin de mesurer la force appliquée sur plusieurs axes, y compris les directions axiale, radiale et tangentielle. Ces informations peuvent être utilisées pour réguler le processus d'extrusion, en s'assurant que la quantité de force appliquée est correcte et que l'extrusion est cohérente. Si une force trop importante est appliquée pendant l'extrusion, un signal peut être envoyé au système de contrôle de l'imprimante pour qu'il ajuste la vitesse ou la pression d'extrusion afin d'éviter l'obstruction des buses ou la rupture du matériau.
- Mesure du niveau du lit d'impression : Les capteurs mesurent la force appliquée à la surface du lit en des points spécifiques, fournissant des informations sur le niveau du lit. Les données de nivellement du lit peuvent être utilisées en temps réel pour effectuer des ajustements automatiques du système de nivellement du lit de l'imprimante 3D, afin de s'assurer que le lit est de niveau et que la première couche de l'impression a correctement adhéré. Si les capteurs détectent une distribution inégale de la force, le système de mise à niveau du lit peut ajuster la hauteur du lit à des points spécifiques, garantissant ainsi une surface plane pour l'impression.
- Mesure du poids de la plate-forme de construction et d'alimentation : Dans l'impression 3D SLS, la plate-forme de fabrication est généralement déplacée vers le bas à l'aide d'un piston, tandis que la trémie d'alimentation en poudre est déplacée vers le haut à l'aide d'un piston séparé. En intégrant des capteurs à jauges de contrainte dans ces pistons, il est possible de contrôler en temps réel la pression appliquée à la plateforme de construction et à la trémie d'alimentation en poudre. Le capteur de pesage fournit des informations sur l'uniformité de la pression appliquée à la plate-forme de construction, ce qui permet de procéder à des ajustements en temps réel pour garantir des impressions régulières et de haute qualité. En outre, les capteurs du peson peuvent être utilisés pour contrôler le poids de la trémie d'alimentation en poudre, ce qui permet de s'assurer que la trémie est suffisamment remplie de poudre pour l'impression suivante et d'éviter que la trémie ne se vide au cours d'une impression.
Produits associés
QMA150: Capteur de force et de couple 2 axes

LLB130 : Capteur de force miniature en compression - 5Lb ...50Lb (de 20 N à 200 N)

LLB210 : Capteur de force miniature en compression - 10 ... 50 Lb (de 40 N à 200 N)

LLB215: Capteur de force miniature en compression - 10 ... 50 Lb (de 40 N à 200 N)

LLB250 : Capteur de force miniature en compression - 100 Lb ... 250 Lb (de 450 N à 1 KN)

LLB250 : Capteur de force miniature en compression - 100 Lb ... 250 Lb (de 450 N à 1 KN)

LLB300 : Capteur de force miniature en compression - 25 Lb à 1000 Lb (de 100 N à 4 KN)

LLB350 : Capteur de force miniature en compression - 0...25, 50 Lb (de 0 à 100, 220 N)

LLB400 : Capteur de force miniature en compression - 100 Lb ... 2500 Lb (de 450 N à 10 KN)

LLB450 : Capteur de force miniature en compression haute capacité - 5000 Lb ... 10000 Lb (de 22 KN à 45 KN)

LLB500 : Capteur de force type bouton en compression de 15000 à 50000 Lb (de 66 KN à 220 KN)

LCM100 : Capteur de force miniature en traction compression de +/- 1000g , ... , +/- 25 Lb

LCM200 : Capteur de force miniature en traction compression de +/- 250 Lb, ... , +/- 1000 Lb

LCM300 : Capteur de force miniature en traction compression de +/- 50 Lb, ... , +/- 10000 Lb ( de 100 N à 45 KN)

LCM525 -- LCM550 : Capteur de force en traction compression de 20 000 à 50 000 Lb (de 90 KN à 220 KN)
